De Nicolas Appert aux stérilisateurs continus
Les grandes étapes jusqu’à l’avènement de la conserve
Depuis la plus haute antiquité, l’homme s’est efforcé de conserver les aliments qu’il chassait, pêchait et cueillait aux saisons propices pour les mois de disette. C’est là, en quelque sorte, la première forme des aliments en conserve. Au fil des années l’humanité a appris à conserver des denrées alimentaires au fil des saisons, en utilisant diverses techniques comme le salage ou le fumage ou en utilisant certains ingrédients comme le miel, le sucre, le vinaigre, la graisse ou l’huile.
Les différentes recherches lancées au 19ème siècle ont permis de grandes avancées.
En 1810, après 14 années d’expérimentation commencées en 1795, le Français Nicolas APPERT (1750-1841) décrit une méthode de préservation des aliments qui consiste à les enfermer dans un récipient hermétique (bocal en verre) et à les traiter par la chaleur dans l’eau bouillante pendant un certain temps. Son livre “L’art de conserver, pendant plusieurs années, toutes les substances animales et végétales”, constitue la première référence bibliographique du domaine.
En 1811, l‘ingénieur anglais Bryan Donkin, utilisant un brevet déposé par Peter Durand en 1810, remplaça les bocaux en verre par des boites métalliques.
En 1860, les travaux de Louis Pasteur (1822-1895) sur la stérilisation par chauffage des milieux nutritifs démontre l’existence de la destruction par la chaleur des micro-organismes.
En 1862, Pasteur démontre que les micro-organismes détériorent les aliments et améliore également l’invention de Nicolas Appert en donnant naissance à la pasteurisation qui correspond au traitement thermique effectué à des températures inférieures ou égales à 100°C. Grâce à cette découverte, les denrées alimentaires de base telles que le lait peuvent commencer à être transportées sur de longues distances sans se détériorer.
En 1865, Louis Pasteur identifie les microbes et démontre que ces derniers sont détruits à haute température. Il souligne ainsi l’importance des découvertes de Nicolas Appert.
L‘avènement de la conserve est scellé à la fin du 19ème siècle. On peut considérer qu’après 1880, la technique de stérilisation était suffisamment sûre pour que de grandes installations soient réalisées. Pour cela, les industriels avaient besoin d’outils.
Les grandes étapes qui ont permis l’arrivée des premiers stérilisateurs industriels
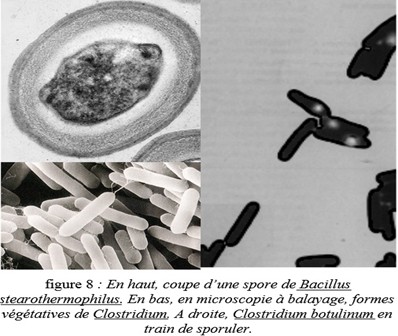
Les premières méthodes de stérilisation utilisaient de l’eau bouillante ou de la chaleur sèche, mais elles ne parvenaient pas à détruire les spores bactériennes résistantes.
En 1679, Denis PAPIN invente le “digesteur à vapeur” qui est considéré comme le précurseur de l’autoclave et de l’autocuiseur. Cet équipement servait à ramollir les os et les cartilages pour en extraire le collagène, matière protéique constituant principal de la colle dite « animale », très utilisée avant l’apparition des adhésifs synthétiques.
En fait, il faut surtout rendre à Denis PAPIN le mérite d’avoir inventé, en 1680, la soupape (à contre-poids) sans laquelle les récipients chauffés seraient irrémédiablement condamnés à exploser.
Des perfectionnements vont être apportés progressivement à la machine de Papin : par Pierre Alexandre Lemare en 1820, puis par Nicolas Appert lui-même, mais aussi De Lignac, Darcet, Fastier et d’autres.
En 1849, le français Eugène Bourdon apporte une contribution importante avec son manomètre, dit “tube de Bourdon”. Suite à de nombreux accidents, l’installation d’un manomètre est rendue obligatoire sur les appareils dès 1843.
En 1852, Raymond Chevalier – Appert, dépose un brevet, controversé, reprenant et s’attribuant les progrès réalisés par les conserveurs depuis plusieurs années.
En 1860, Isaac Solomon parvient à faire bouillir de l’eau en bain ouvert à 115 °C en y ajoutant du chlorure de calcium (CaCl₂). Cette augmentation de température entraîne l’explosion de plusieurs récipients en raison de l’augmentation de la pression interne.
En 1874, A.K, Shriver de Baltimore (USA) met au point le premier autoclave, qui se ferme hermétiquement lors du traitement thermique, permettant d’augmenter la pression et la température de l’eau et même de les réguler. C’est sans aucun doute l’ancêtre de nos autoclaves actuels.

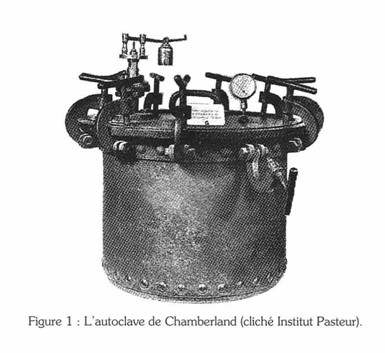
En 1879, le microbiologiste français Charles Chamberland crée le premier autoclave à des fins médicales alors qu’il travaillait aux côtés de Louis Pasteur. Cette innovation est née de la nécessité de détruire les micro-organismes dangereux présents sur les outils chirurgicaux et les appareils de laboratoire afin de préserver la sécurité et de prévenir les infections.
En 1895, une autre grande avancée dans l’histoire des conserves a lieu, lorsque William Lyman Underwood, directeur d’une entreprise d’aliments en conserve du Massachusetts portant son nom, et Samuel Cate Prescott de l’Institut technologique du Massachusetts (MIT) découvrent pourquoi certaines boites de conserve gonflent et explosent : contaminants sporulés et thermophiles. Ils déterminent qu’il est possible de les éliminer avec une application de vapeur sous pression de 10 mn à 121,1 °C.
Au début du 20ème siècle, divers organismes de réglementation définissent les normes de réalisation des processus thermiques et surveillent l’industrie alimentaire pour assurer la sécurité dans le monde.
Mais c’est en 1920 que Bigelow développe la théorie de la destruction des micro-organismes. II propose une nouvelle façon de calculer la létalité obtenue en fonction de la température atteinte dans les aliments lors du processus thermique de stérilisation, à l’aide des données et des graphiques de courbe de pénétration de la chaleur à l’intérieur de l’aliment.
Cette découverte est la clé qui permet de déterminer les temps et les températures nécessaires pour empêcher la prolifération des éventuels micro-organismes dans les produits en conserve. (Voir annexe sur la notion de valeur stérilisatrice). Pour l’anecdote, c’est en 1919 que l’invention de l’autocuiseur (notre cocotte-minute actuelle) sera attribuée à José Alix Martínez, espagnol originaire de Saragosse.
De l’autoclave produisant quelques boites par minute aux stérilisateurs continus du 21ème siècle capables de produire plus de 1200 boites par minutes
La mise au point d’autoclaves fonctionnant à la vapeur d’eau sous pression a constitué une avancée majeure dans les méthodes de stérilisation. Les communautés médicales et scientifiques ont rapidement adopté cette technologie comme norme de référence, jetant ainsi les bases des méthodes de stérilisation contemporaines. Le premier autoclave pour la conserverie enregistré a été produit en 1874. (A.K Shriver U.S.A)

À l’origine, un autoclave est un récipient à parois épaisses et à fermeture hermétique conçu pour réaliser sous pression (de quelques bars) soit une réaction industrielle, soit la cuisson ou la stérilisation à la vapeur. Sous l’effet de la pression intérieure de la vapeur., il permet de dépasser la pression atmosphérique et donc de porter de l’eau liquide au-delà de 100 °C.
Les autoclaves industriels sont composés d’une enceinte de stérilisation dont la dimension dépend de la capacité de production souhaitée. Les produits à stériliser sont chargés dans des paniers empilés sur des chariots qui sont ensuite introduits dans l’enceinte. Un couvercle à fermeture manuelle ou automatique vient fermer l’enceinte de stérilisation. Le cycle de traitement est ensuite lancé (préchauffage, stérilisation, refroidissement). Après ouverture du couvercle, les chariots contenant les produits sont évacués et déchargés manuellement ou automatiquement.
De nombreuses installations ont été implantées, tant en France qu’à l’étranger, et l’usage d’autoclave discontinu s’est largement répandu. Le principe de ces équipements est relativement simple, et on assiste à la création de multiples constructeurs. Le fabriquant français Lagarde (créé en 1921) fut un des premiers à mettre un autoclave industriel sur le marché national. Avec son concurrent français Barriquand (créé en 1926), ils font toujours partie des leaders mondiaux du marché des autoclaves discontinus.
Si ces appareils permettent la stérilisation des produits, ils nécessitent, du fait de leur conception même, des quantités importantes de vapeur, d’eau et un personnel nombreux ou des automatisations très complexes pour le chargement des produits. De plus, les produits sont chargés dans des paniers et placés en grand nombre dans l’équipement. Cette méthode peut entraîner un traitement thermique incohérent. Les produits situés sur les bords extérieurs des paniers ou des cages sont exposés à la chaleur plus tôt et plus longtemps que ceux situés au centre. Cette exposition hétérogène à la chaleur entraîne des variations dans le processus de stérilisation, car les produits extérieurs reçoivent un traitement thermique plus important que les produits intérieurs.

Arrivée des premiers stérilisateurs continus
Les méthodes de stérilisation ont évolué en même temps que la technologie. L’apparition des stérilisateurs en continu a marqué une avancée significative en termes d’efficacité et de productivité. Contrairement aux autoclaves traditionnels qui fonctionnaient en mode discontinu, les stérilisateurs en continu offraient une stérilisation ininterrompue, l’automatisation et la programmabilité, améliorant ainsi l’efficacité du processus de stérilisation.
Les conserveries françaises et étrangères avaient besoin de nouveaux outils pour franchir sans difficulté le barrage qui séparait l’usine de conserves artisanales de l’usine industrielle de grande capacité, ceci en améliorant de façon notable les prix de revient, la qualité du produit et de plus le suivi de cette qualité.
Le problème était le suivant
Comment introduire un flux continu de récipients remplis et scellés dans une enceinte sous pression pleine de vapeur, chauffer uniformément le contenu et faites cuire les récipients pendant une durée prescrite, puis les refroidir sous pression dans le même flux continu.
Pour être reconnu comme “STERILISATEUR CONTINU”, il faut que chaque récipient soit pris individuellement, subisse le même traitement et garantisse une stérilisation reproductible et fiable.
C’est une jeune société américaine, fondée en 1887, à San Jose, sous le nom de Anderson Prune Company, puis Anderson- Barngrover après une fusion avec une société concurrente, qui commença la première à travailler sur cette difficile équation. Jusqu’en 1910, cette société s’est développée en concevant des équipements dans le domaine de la transformation alimentaire. En 1904, elle fabrique leur premier équipement de conserverie, un sirotier capable de remplir 12 boites simultanément.
En 1910, l’entreprise construisit une nouvelle usine au 333 West Julian Street à San Jose, qui devint son siège social pendant les 70 années suivantes. Un an plus tard, la John Bean Spray Pump Company s’installa à quelques portes de là. Ces deux entreprises étaient les plus grandes sociétés de fabrication de San Jose. Elles fusionnèrent en 1928 pour former la base de la Food Machinery Corporation, qui devint finalement « FMC Corporation ».
C’est avec un jeune ingénieur autodidacte brillant, Albert R. Thompson, qu’ Anderson conçut et breveta la machine de base répondant aux cahiers des charges. Ils allèrent même au-delà en y rajoutant la rotation des produits afin de réduire le temps de pénétration de la température dans les boites.
La réponse au problème de la stérilisation continue des produits en conserve avec agitation, s’est faite avec une série de trois dispositifs, chacun s’appuyant sur le précédent.
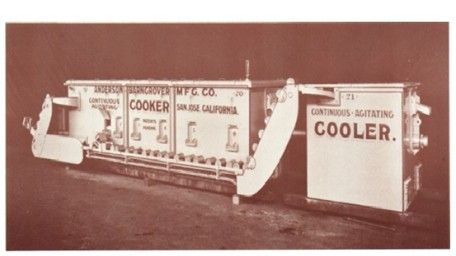
En 1913, le premier à être introduit fut “The Anderson-Bamgrover Continuous Variable Décharge Cooker Cooler”. Malgré son nom peu commercial, il a résolu au moins une partie du problème, celui d’un processus de cuisson continue, et a été un succès immédiat dans l’industrie de la conserve.
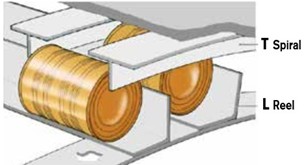
La machine consistait en un long réservoir de cuisson rectangulaire chauffé à la vapeur avec une série de portes coulissantes espacées à intervalles réguliers le long d’un côté, et un convoyeur de décharge fonctionnant sous les portes et menant à un deuxième réservoir de refroidissement plus petit. Les boîtes entrantes étaient admises à une extrémité et propulsées à travers le réservoir par un arrangement de bobine et de spirale.
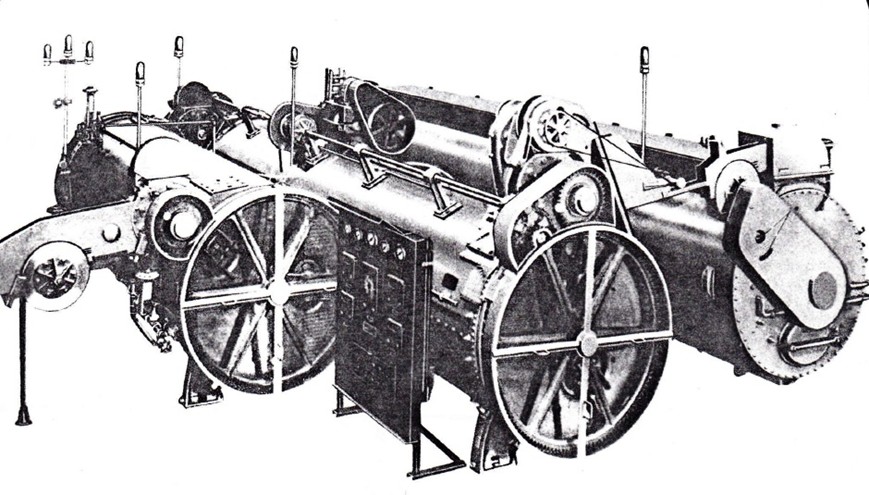
En 1915, Anderson-Barngrover et Al Thompson ont dévoilé leur première machine rotative à pression. C’était un cylindre massif d’environ 6 mètres de long et 1,5 mètre de diamètre, fabriqué en plaques de chaudière rivetées. À l’avant du réservoir, à chaque extrémité, se trouvaient deux lourds assemblages de vannes coulissantes ressemblant à la culasse d’un fusil à verrou géant, qui agissaient comme des verrous à vapeur pour admettre les boîtes à une extrémité et les évacuer à l’autre.
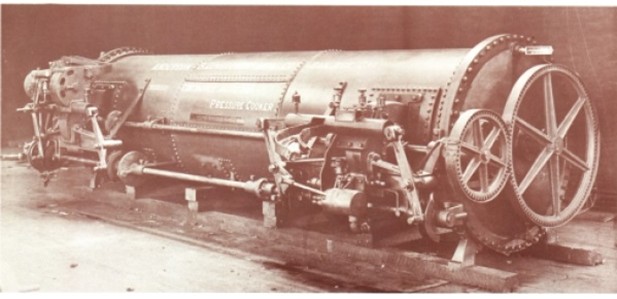
La machine fonctionnait et plusieurs exemplaires ont été vendus. Mais elle était lente (environ 50 boîtes par minute) et encombrante. Les ingénieurs d’Anderson-Barngrover sont retournés à leurs planches à dessin.
En 1920, la version finale du stérilisateur à pression continue avec agitation fut induite, avec un nom commercial beaucoup plus accrocheur “Le STERILMATIC”.
Cet équipement tant attendu par les industriels a plus que répondu aux attentes :
Il a réduit la main-d’œuvre dans les salles de cuisson de 15 à 1.
Il a réduit la consommation de vapeur de 50 %
Il a traité les produits de manière uniforme tout au long de la production. Toutes les variations ont été pratiquement éliminées.
Enfin, il a produit des conserves de meilleure qualité, avec une meilleure couleur, saveur et texture.
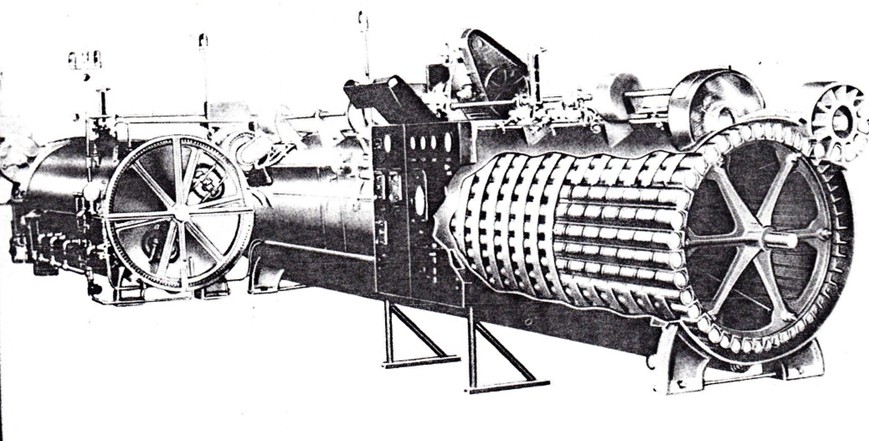
Comment fonctionne un Stérilmatic ?
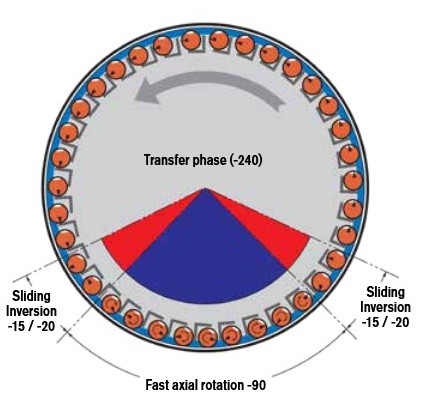
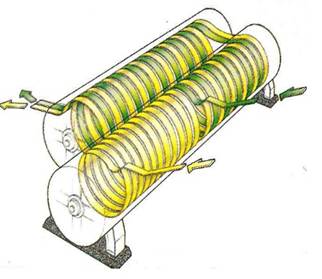
Les boîtes fermées passent directement de la sertisseuse dans le stérilisateur, avec un temps d’attente minimal. Un dispositif d’alimentation amène les boîtes jusque dans le tambour rotatif de la première coque. Le tambour rotatif, qui fonctionne en association avec la spirale fixe, fait avancer les boîtes dans la coque.
Les boîtes ne sont jamais immobiles. Le mouvement continu en spirale et la rotation axiale des boites dans la partie inférieure de la coque permettent de stériliser chaque récipient de la même manière. Chaque boîte est traitée individuellement et subit un processus thermique strictement identique. À la fin de la stérilisation, les boîtes sont transférées dans une coque de refroidissement remplie d’eau, où un processus similaire les refroidit de manière efficace.
.
la partie basse de la coque
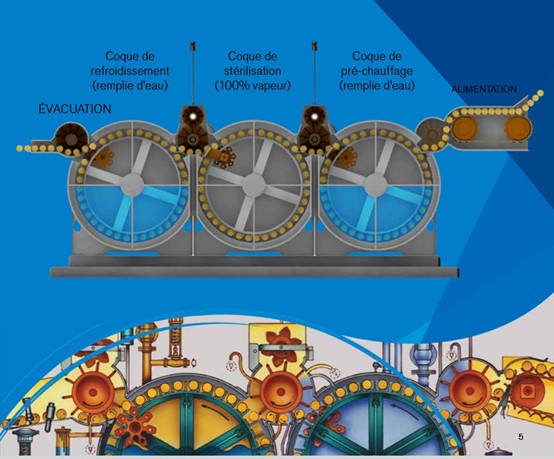
De base, le Stérilmatic comporte au minimum 2 coques, une pour la stérilisation et une pour le refroidissement. Mais pour beaucoup de conserves, il est nécessaire de rajouter une coque de préchauffage avant la coque de stérilisation.
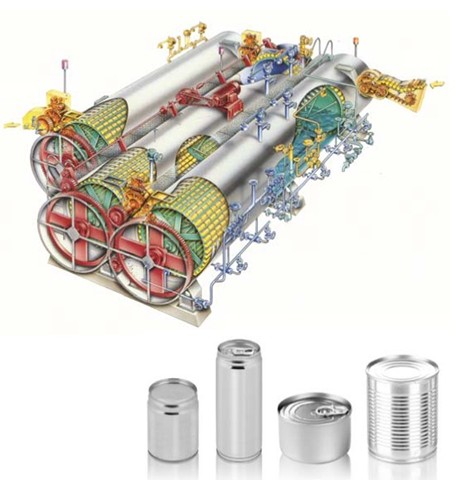
De la même manière, pour les produits difficiles comme les grosses boites de 3 et 5 kg, il est possible de mettre plusieurs coques de refroidissement travaillant à des pressions différentes limitant ainsi la déformation des boites au passage d’une coque à l’autre.
Le Stérilmatic est conçu uniquement pour la stérilisation des boites de conserve et à l’origine ne peut traiter qu’un seul format à la fois.
Des améliorations ont permis par la suite de traiter 2 formats de boites simultanément.
Adapté au lait condensé (ou concentré)
Le premier marché majeur du nouveau stérilisateur fut l’industrie du lait concentré. Le lait est l’un des produits les plus difficiles à mettre en conserve. Il doit être soigneusement chauffé et cuit sous agitation pour éviter la décoloration, les changements de goût et autres altérations du produit.
Pour correspondre au produit laitier traditionnel, Thompson a développé une coque de préchauffage avec des chambres successives qui chauffaient les boîtes par étapes avant la stérilisation sous pression, ainsi qu’une coque de refroidissement qui effectuait le même processus en sens inverse.
En 1928, les lignes spéciales pour le lait étaient louées aux fabricants de lait concentré. Anderson-Barngrover notait dans son catalogue que ces machines étaient installées dans pratiquement tous les principaux États producteurs de lait.
L’utilisation du stérilisateur rotatif pour la conserve a progressé régulièrement, mais à un rythme plus lent. Bien que le catalogue de 1928 soit rempli de témoignages sur ses performances pour la cuisson de divers types de produits, il n’a atteint une domination dans l’industrie qu’à partir des années 1950, époque à laquelle l’entreprise était connue sous le nom de FMC.
Il a fallu attendre presque un siècle pour voir un autre constructeur (Hydrolock) mettre sur le marché un stérilisateur capable de traiter la conserve du lait condensé et remporter plusieurs commandes face au Stérilmatic.
Expansion de la production à l’étranger
Après la Seconde Guerre mondiale, il y eut une ruée pour installer les nouveaux systèmes de cuisson automatique, et dans les décennies suivantes, ils se répandirent dans le monde entier.
En 1946, l’entreprise établit un laboratoire de recherche alimentaire à San Jose pour aider les fabricants de conserves à développer des formules de temps et de température pour traiter une grande variété de produits en conserve.
En 1954, la fabrication des cuiseurs commença dans une usine FMC en Europe, puis en Australie et en Afrique du Sud peu après.
Le développement du stérilisateur rotatif à pression, qui a apporté l’automatisation à l’industrie, a été, à bien des égards, l’aboutissement de l’art de l’Appertisation commencé il y a plus de 170 ans par Nicolas Appert. La reconnaissance en 1982 de cette invention comme un monument d’ingénierie international par l’American Society of Mechanical Engineers est un hommage bienvenu aux pionniers qui l’ont développée.
Avec les progrès technologiques, des améliorations ont été apportées. Les soudures ont remplacé les rivets ; la poulie d’entraînement a été remplacée par un moteur électrique et un réducteur de vitesse ; la possibilité de traiter 2 formats de boites sur le même stérilisateur. Cependant, la machine de base est restée inchangée depuis 1920, témoignant éloquemment de la solidité de sa conception et de l’efficacité de son fonctionnement.
Le titre de « Bienfaiteur de l’humanité » conféré à Nicolas Appert pourrait bien s’appliquer également aux hommes qui perpétuent l’industrie qu’il a fondée.
Pour bien comprendre ce que représente ce stérilisateur pour la conserve, il suffit de reprendre ce qui est écrit dans la documentation commerciale 2025 du Stérilmatic.
Extrait documentation commerciale JBT 2025 : “Depuis 1921, plus de 7500 stérilisateurs STERILMATIC ont été mis en production dans le monde. On estime que plus de 100 milliards de boites par an sont produites dans le monde pour conserver une large gamme de plats préparés, de légumes, de soupes, de sauces, de lait condensé…Plus de 50 % de ces conserves mondiales sont produites sur un stérilisateur Stérilmatic”.
Pour être juste, on apportera un petit rectificatif aux 7500 stérilisateurs. En fait, si JBT a bien construit 7500 coques de stérilisateur, il faut noter qu’un stérilisateur comporte en moyenne 3 coques. Le bon chiffre est donc plutôt 2500 stérilisateurs en production (coquins les commerciaux !)
La grande majorité est encore en fonctionnement. Ils sont utilisés dans plus de 25 pays : États-Unis, Canada, Mexique, Panama, Venezuela, Brésil, Pérou, Australie, Nouvelle-Zélande, Philippines, Malaisie, Thaïlande, Singapour, Japon, Royaume-Uni, France, Allemagne, Italie, URSS, Iran, Israël, Kenya, Afrique du Sud, Chine et Pays-Bas.
Contrairement à ces concurrents que nous allons évoquer, le Stérilmatic est conçu uniquement pour la stérilisation des boites de conserves.
Anderson et Albert R. Thompson n’étaient donc pas les seuls à travailler sur l’équation difficile que représentait la conception d’un système de stérilisation en continu.
Le Français Pierre Carvallo s’était également mis à la planche sur le sujet
En 1938, Pierre Carvallo mit au point son premier stérilisateur-refroidisseur continu sous pression, destiné à la stérilisation des conserves de légumes. Cet appareil permettait de stériliser des petits pois en régime de rotation à 127°C avec un débit de 120 boites à la minute : ce qui était considérable à l’époque.
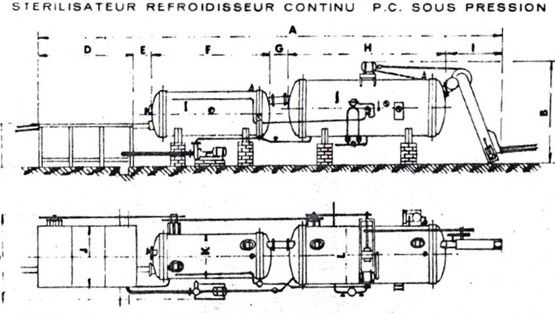
L’appareil était composé d’une enceinte sous pression dans laquelle les boites entraient et sortaient par l’intermédiaire de SAS rotatifs nécessitant des montages complexes.
Sur ces appareils, si la stérilité était parfaite, la présentation également, mais, hélas, les qualités organoleptiques étaient franchement mauvaises.
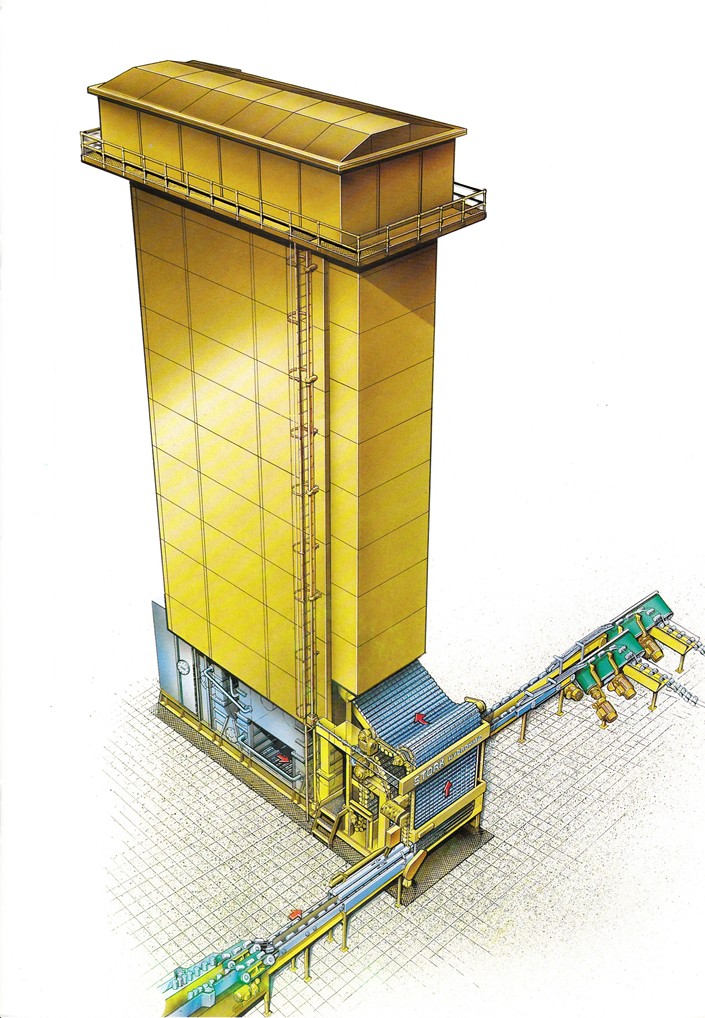
Devant cet état de fait et dans un but de simplification, Pierre Carvallo envisage, après cette période, l’utilisation de colonnes hydrostatiques permettant ainsi la suppression de tout système mécanique d’étanchéité. De plus, ce principe permettait un gain de place important sur les lieux d’utilisation puisque l’appareil se présentait sous forme de tour.
En 1949, Pierre Carvallo met au point, en collaboration avec les Ets Frédéric Fouche, le premier stérilisateur-refroidisseur continu hydrostatique. Il débitait 90 boites de petits pois à la minute à une température maximum de 120-121°C. Les premiers essais eurent lieu à l’usine F. Fouche de la Courneuve, devant de nombreux conserveurs qui purent juger ainsi de l’intérêt de l’appareil.
Petite anecdote : Pierre Carvallo, oubliant qu’en 1938, il avait conçu son premier stérilisateur en intégrant la rotation des boites, s’est ensuite attaché à convaincre le monde de la conserve que la rotation n’avait aucun intérêt, voire des inconvénients. En effet, intégrer un système de rotation des boites à un stérilisateur hydrostatique n’est pas chose facile.
Et les documents commerciaux de Carvallo de l’époque ne se privaient pas de l’expliquer comme vous le verrez dans l ‘extrait ci-après : “En effet, on considère que la plupart des produits sont abîmés par l’agitation en cours de traitement, leur fragilité étant très grande à haute température. ll importe donc de les soumettre au minimum d’agitation possible au cours de leur convoyage. Le procédé de manutention du Carvallo, dans les paniers et exclusivement en circuits verticaux, se passe dans les meilleures conditions de ce point de vue et assure la parfaite intégrité des produits traités et I’obtention de jus parfaitement clairs. De ce fait, la meilleure qualité de conserve possible est obtenue grâce à ce traitement sans agitation, à haute température progressivement croissante.”
Pour les utilisateurs de stérilisateur Carvallo, cet argument est resté bien ancré dans les usines. Et pour exemple, en 2009 lorsqu’un stérilisateur Hydrolock a été installé chez un grand conserveur français en remplacement d’un Hydrostatique Carvallo, il a fallu convaincre le client que lorsque la ménagère ouvrait sa boite de petits pois, elle ne voyait aucune différence.
Mais comment fonctionne un stérilisateur hydrostatique ?
Un stérilisateur hydrostatique est conçu sur le principe de la pression hydraulique. Il utilise la pression de vapeur saturée pour maintenir la hauteur de la colonne d’eau. La température de stérilisation dépend de la hauteur d’eau et peut varier.
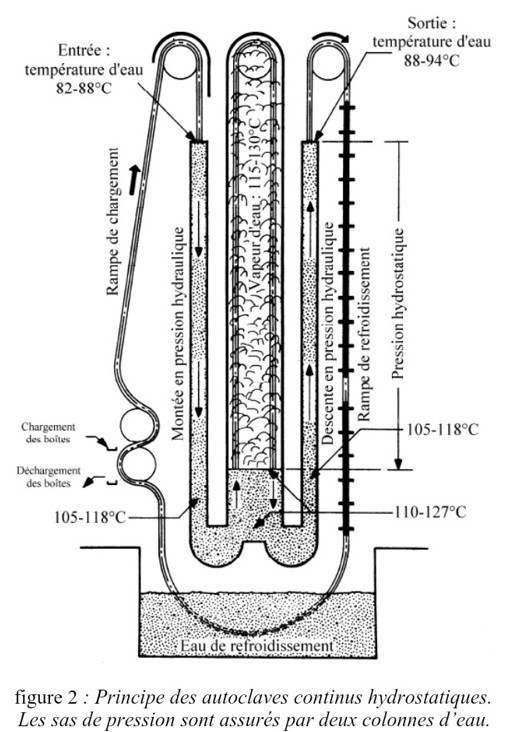
L’enceinte de vapeur dans laquelle s’effectue la stérilisation est maintenue sous pression par deux colonnes d’eau en U. Le niveau haut de ces colonnes est réglé par débordement et le niveau inférieur est maintenu par un régulateur à flotteur.
Notion T° vapeur saturée et pression :
A une température donnée supérieure à 100°C correspond une pression : Exemple à 127°C la pression en vapeur saturée est de 1,47 bar relatif, à 130°C elle est de 1,7 bar, à 143°C elle est de 3 bars.
Ce qui veut dire que pour une température de stérilisation de 127°C, il faudra des colonnes hydrostatiques de 15 m, pour 130°C, des colonnes de 17 m.
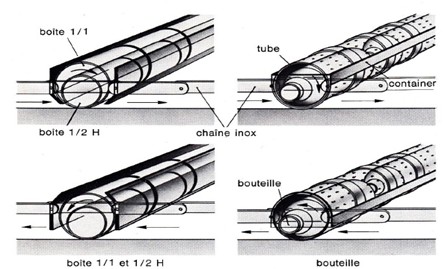
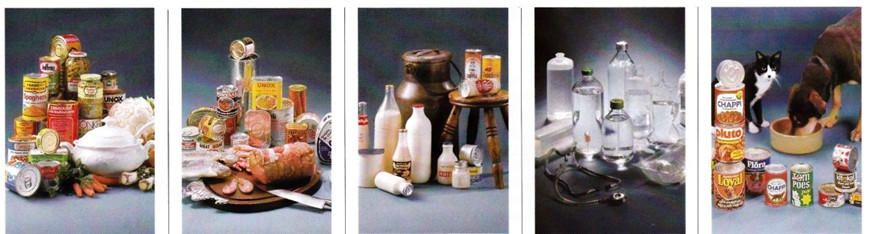
L’unité de traitement est le panier tubulaire, dans lequel est introduite une file de récipients couchés, contrairement au Stérilmatic FMC qui introduit les boites une à une dans le stérilisateur, L’emploi du panier tubulaire permet le traitement de récipients de forme, de dimensions et de nature variées tel que les boites, les bouteilles plastiques et verre etc…

Ces tubes voyagent dans les différentes zones du stérilisateur grâce à 2 chaines parallèles équipées de doigts entraînant les tubes. Ainsi ceux-ci sont transportés tout d’abord dans la colonne de préchauffage 1. Du fait du contre-courant et de la forme très étroite de ces colonnes, la température et la pression sont croissantes. Les tubes passent ensuite dans la chambre de stérilisation 2. Le temps de stérilisation est donné par la vitesse d’avance des chaînes. Plus la vitesse est élevée plus on réduit la durée de passage des récipients dans la chambre de stérilisation et donc le temps de stérilisation. Les tubes finissent leur parcours par la colonne de refroidissement sous pression 3, et enfin dans les colonnes de refroidissement atmosphérique 4.
En 1950, Pierre CARVALLO adapte l’appareil à la stérilisation du lait en bouteille. La stérilisation de ce produit en continu, dans le CARVALLO, amenant la création de deux dispositifs originaux : * L’agitation par “autorotation par gravitation magnétique” permettant la disparition de la trace de stérilisation à la ligne de séparation du liquide.
* L’agitation mécanique, par des étriers à mouvements alternatifs, permettant d’accélérer l’échange thermique : d’où l’obtention d’un lait plus blanc et de meilleur goût.
En 1958, le premier stérilisateur pour grosses boites type 5/1 fut mis en service.
De 1949 à 1954, tous les appareils vendus étaient destinés à la stérilisation de légumes.
Ces appareils, qu’ils soient utilisés en conserverie de légumes, de fruits ou de lait, étaient tous du type « tour » avec chargement des produits par le haut. Ce qui nécessitait, soit le creusement d’un puits de 15 m de profondeur, soit l’installation d’une plateforme de conduite située à environ 15 m de haut !!!
En 1963, la première commande destinée au U.S.A ne fut acquittée qu’à la condition d’avoir un appareil avec chargement et déchargement des produits placés à la partie inférieure soit au niveau du sol : c’est le départ d’une nouvelle série d’appareil.
La même année, Pierre Carvallo dépose une demande de brevet en France et dans les principaux pays industriels sur un procédé de stérilisation en continu sous contre-pression pneumo-hydrostatique. Il s’agit d’appareils dits “compact” de faible hauteur ; environ 8 m au lieu de 16 m sur lesquels, en créant une colonne d’air comprimé, on peut couper la colonne hydrostatique en 2 éléments tout en gardant la température initiale. Afin d’obtenir un traitement homogène des récipients, ce type d’appareil travaille en régime de surpression par ruissellement d’eau d’un débit 10 fois supérieur aux débits des produits avec une température constante à l’intérieur d’une enceinte d’air comprimé. La pression dans l’enceinte étant maintenue à une valeur supérieure à la pression existante dans les récipients traités. Ces appareils permettaient de traiter notamment des bocaux en verre avec couvercle non étanche ou des bouteilles en plastique.
En 1968, c’est aux U.S.A, que le premier stérilisateur de ce type fut mis en service. Parallèlement aux développements de ces nouveaux appareils, Pierre Carvallo continuait d’améliorer ses stérilisateurs-refroidisseurs hydrostatiques pour la conserve. Les appareils du Type PC 106 débitaient 240 boites de petits pois à la minute. Ce débit normal en 1957 devint rapidement insuffisant : on inventa le double chargement permettant de stériliser 320 boites à la minute. Le premier appareil de cette série fut mis en service en 1960.
En 1963, les augmentations de production amèneront la création d’un nouveau modèle : le PC 109 MAJOR capable de stériliser 440 boites de petits pois à la minute grâce à l’allongement des tubes porte-produits de 1,20m à 2m.
En 1970, plus de 150 appareils avaient déjà été construits et distribués en France et à l’étranger. Les conserveurs anglais furent les premiers utilisateurs étrangers puisque la première commande à l’export fut enregistrée en 1952. Depuis, la Belgique, la Hollande, l’Italie, l’Allemagne, la Bulgarie, Panama, La Grèce, le Pérou, la Suède, ont acquis des stérilisateurs Carvallo. Tous ces appareils ont été construits par les Ets Frédéric FOUCHE, ensuite par « Ameliorair » et pour terminer par la Manufacture de Machines du Haut-Rhin “Manurhin”.
En 1977, La Société ACB basée à Nantes qui commercialise le Stérilisateur Hydrolock rachète tous les brevets de Pierre CARVALLO avec pour but la conception et la fabrication d’un hydrostatique à grande capacité pour la société UNISABI spécialisée dans l’alimentation pour les animaux. Mais la collaboration entre ACB et P. Carvallo fut tellement difficile que le projet n’aboutit jamais.
En 1995, Barriquand Steriflow, un des principaux fournisseurs mondiaux d’autoclaves de stérilisation discontinus pour les industries agroalimentaires et pharmaceutiques, rachète le savoir-faire, les brevets, et l’activité commerciale de la société ATM qui construisait l’hydrostatique de P. CARVALLO et assurait le SAV des installations existantes. Mais comme pour ACB, aucune nouvelle fabrication de stérilisateur hydrostatique Carvallo ne vit le jour.
Fin de l’Histoire pour les stérilisateurs P. Carvallo. Il existe encore quelques exemplaires qui sont maintenus en production par de grands conserveurs comme D’Aucy et Bonduelle mais leurs jours sont comptés.
En 1920, nous avons vu la naissance du premier stérilisateur continu, le Stérilmatic de FMC.
En 1949, nous avons vu la naissance du premier hydrostatique de Pierre Carvallo.

Max Beauvais
En 1961, c’est la société “ Les laboratoires St Georges” basée à St-Georges Motel qui, grâce aux travaux de Max Beauvais en collaboration avec Cheftel de chez Carnaud (brevet déposé ensemble) met sur le marché le “Steriflamme” dans lequel les boites sont directement chauffées par des flammes.
Le “Stériflamme” est un stérilisateur à flammes nues fonctionnant à la pression atmosphérique, donc théoriquement sans limite de température, si ce n’est celle de la résistance des emballages aux pressions internes. Il s’agit d’un appareil simple à avancement rectiligne dont la mécanique se borne à un transporteur qui pousse les boites rondes sur des chemins de roulement garnis de brûleurs pour la montée en température, puis de pulvérisateurs à eau pour le refroidissement. La capacité atteint 150 Boites/mn pour une longueur de 10 m. Cette technique est uniquement applicable aux emballages résistants à la flamme et aux surpressions internes.
Le grand point faible de cet appareil était l’absence de contrôle de température en continu. C’est très ennuyeux pour établir une valeur stérilisatrice.
Malgré cela, plusieurs appareils ont été vendus aux USA en Pennsylvanie chez les leaders de la conserve de champignons. Surprenant, compte-tenu des exigences de sécurité de la FDA.
L’estimation de la température se faisait en déposant sur le corps de la boite des poudres en fusion entre 125 à 128°C. Certains opérateurs aux ongles longs prenaient la boîte sans gant.
En fin de montée en température, les fonds des boites sortaient. Pour les formats ¼ et ½, les fonds standards convenaient mais pour les boites 4/4, la Ste Carnaud a dû développer un fond spécial dit “K”, résistant mieux à la surpression et déformation des fonds et couvercles. Il était fréquent que les boîtes explosent.
Le 1er Steriflamme a été installé chez un petit conserveur, La Ste Sacomandi à Mortagne-au-Perche. Puis ont suivi Blanchaud (Maurice ami de Max Beauvais “le roi “ du champignon à l’époque), les usines CACS (Coopérative Agricole du Champignon Saumurois), marque Chami-Jandou. Les légumiers Maingourd, Vernet etc.… se sont également équipés de cet appareil.
Il y a eu moins de 20 appareils installés en France et 2 ou 3 aux USA. Mais il y a bien longtemps que ces appareils ont disparu des conserveries[1].
Il faut attendre 1967 pour voir l’arrivée sur le marché d’un quatrième type de stérilisateur.
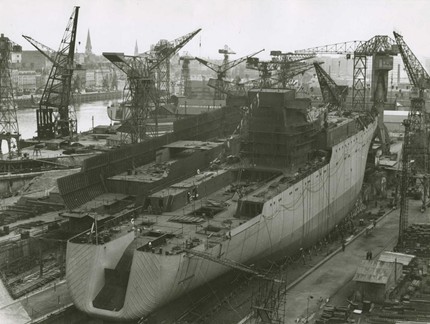
Et c’est par un concours de circonstances que ce quatrième type de stérilisateur a vu le jour. En effet, en 1963, les Ateliers et Chantier de Bretagne, société nantaise de construction de Navire, se voient confier la construction de 3 chalutiers-usines par une société russe devant intégrer une conserverie automatique afin de réduire au maximum le nombre d’ouvriers et ouvrières dédiés au travail du poisson. Il fallait inventer quelque chose à la mesure du Natalia – Kovskova…
Les ingénieurs d’ACB se rapprochèrent des différents constructeurs de stérilisateurs continus de l’époque mais aucun n’était embarquable pour des raisons d’encombrement. Ils ont donc été amenés à concevoir un système avec une batterie d’autoclaves discontinus tous formats de boites à chargement et déchargement automatiques, se relayant les uns aux autres, afin d’assurer un flux continu de 70 boites par minute. Au cours de leurs recherches, les ingénieurs d’ACB prirent contact avec Max Beauvais, directeur des Laboratoires Saint-Georges Motel et bien connu des conserveurs pour ses réalisations originales comme le Stériflamme notamment. Max Beauvais avait déjà entrepris des recherches dès 1957 pour construire un stérilisateur refroidisseur continu capable d’atteindre une température de 140°C avec 1 bar de contre-pression.
En 1961, ces recherches aboutirent à la naissance du “Tubomatic”. Malheureusement, le concept mécanique entraînait de multiples coincements auxquels il n’était pas possible de palier de façon définitive et, à la grande déception de nombreux conserveurs, le prototype dut finalement être abandonné en attendant une formule mécanique satisfaisante.
Le contact avec les Ateliers et Chantier de Bretagne était établi pour donner naissance à un tout nouveau type de stérilisateur. D’une part, avec les Laboratoires Saint-Georges Motel et l’échec mécanique du “ Tubomatic ”, et d’autre part, les énormes possibilités de construction des ACB, les conditions étaient réunies pour sortir le projet de rechange du “ Tubomatic ” que Max Beauvais avait dans ses cartons….
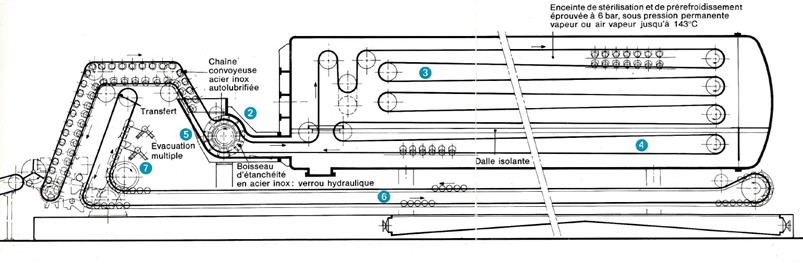
En 1966, le prototype de l’Hydrolock fut construit. Il reprenait le principe de l’entrée des containers dans un joint hydraulique sous pression du “ Tubomatic ” mais par des voies mécaniques complètement différentes.
L’Hydrolock est conçu pour pouvoir travailler à des températures supérieures à 130° avec une agitation axiale permanente des produits pour permettre une diffusion rapide des calories dans la boite, améliorant ainsi, dans de nombreux cas, les qualités organoleptiques. Ce procédé a permis d’atteindre les mêmes valeurs stérilisatrices que celles obtenues sur des appareils sans rotation mais avec des cycles réduits de moitié et parfois même de plus de 2/3 pour certains produits.
Les produits sont chargés dans des containers ouverts ou des tubes. Les containers recevant les boites sont entraînés par une double chaîne convoyeuse, au travers d’un boisseau d’étanchéité vers une enceinte de stérilisation sous pression. La stérilisation est effectuée, soit en vapeur pure, soit en mélange air-vapeur et dans ce cas, la surpression est ajustable indépendamment de la température. Le refroidissement est effectué dans l’eau, également dans l’enceinte sous pression, et complété d’un refroidissement en pression atmosphérique. Pour certains emballages souples, le refroidissement s’effectue dans l’enceinte sous pression. Les produits sont en rotation permanente.
L’histoire de Hydrolock est lancée…
Le brevet d’invention français N° 1.492.032 est délivré le 10 juillet 1967 au nom de Mr Max Beauvais et des Ateliers et Chantier de Nantes (Bretagne-Loire). Le 22 avril 1971, après des innovations importantes faites au niveau du boisseau d’étanchéité, il sera réactualisé au profit des Ateliers et Chantier de Bretagne. La marque Hydrolock sera déposée le 28 décembre 1971 sous le N° 851 602.
Deux licences sont exploitées par Rexham Corporation aux USA et Yamato Scale Co. Ltd au Japon.
En 1967, un premier Hydrolock stérilise 60 sachets/minute dans le cadre du programme recherche de Reynolds Metal Company, USA.
En 1968, mise en service du premier Hydrolock industriel pour boites 5 Kg en France (Usine Peny à St-Thurien). Sans attendre les premiers retours d’expérience du premier stérilisateur en conditions industrielles, Bonduelle et plusieurs conserveurs de Bretagne passent commande à ACB de plusieurs stérilisateurs Hydrolock. Au total, 5 seront commandés pour la campagne de 1970 et 4 pour la campagne de 1971.
La particularité du stérilisateur Hydrolock est de pouvoir traiter tout type de produit de la conserve aux bouteilles de lait et, par sa conception, de maintenir une agitation du produit.
En 1976, Alsthom rachète les Ateliers et Chantier de Bretagne. Jusqu’en 1985, 4 à 5 stérilisateurs sont construits par an, autant pour la conserverie que pour l’industrie laitière. Après 1985, les commandes de stérilisateurs ne furent que pour l’industrie laitière et, grâce à la notoriété du groupe Alsthom dans le monde, les ACB réalisèrent plusieurs usines “clé en main” intégrant l’Hydrolock.

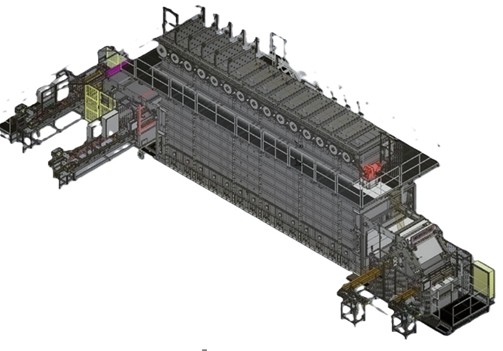
En 2008, Hydrolock propose à ses clients historiques (Bonduelle et D’Aucy), un nouveau concept de stérilisateur s’appuyant sur l’expérience des machines pour les laiteries.
Dans le même temps, il propose une innovation en rajoutant un préchauffage des produits à récupération d’énergie avant l’entrée des produits dans l’enceinte de stérilisation.
Point très important, cette innovation permet à l’Hydrolock d’attaquer de nouveaux marchés comme la stérilisation des boites sous vide pour le traitement du maïs où les boites de lait condensé. Domaine jusqu’alors réservé aux Stérilmatic de FMC.

Bonduelle et D’Aucy disent « Banco » et commandent chacune 2 stérilisateurs de grande capacité (1200 boites/mn). C’est reparti pour Hydrolock dans le domaine de la conserverie.
En 2014, l’activité Hydrolock est vendue et devient complètement indépendante. Ses bureaux d’étude et son usine de montage sont installés dans des Ateliers flambants neufs dans le Parc d’activité de la Forêt, au Bignon, près de Nantes. Depuis la Société Hydrolock vend 2 à 3 machines par an, essentiellement à l’export, dans tous les coins du monde, sur un marché de niche face à 2 ou 3 concurrents.
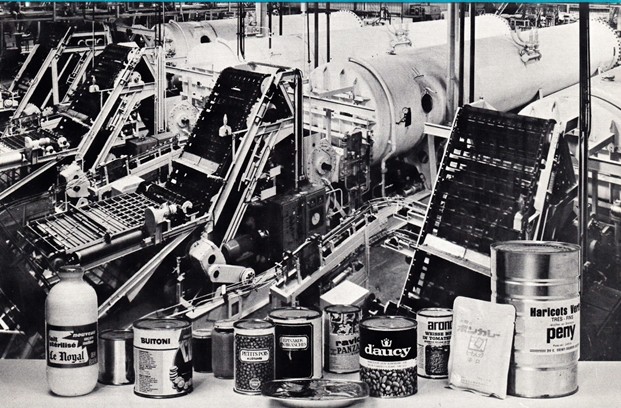
Les stérilisateurs Hydrolock peuvent stériliser jusqu’à 1200 boîtes par minute. Les plus importantes machines peuvent atteindre plus de 30 m de long sur 3,5m de large et une hauteur de 6 m. Leur poids dépasse les 100 tonnes. Ils sont construits en majorité en acier inoxydable. Hydrolock continue d’innover et propose des solutions permettant de répondre aux enjeux de la décarbonation, et s’adapte aux nouveaux emballages, notamment ceux qui sont recyclés (acier / Alu / verre).
Les années de 1950 à 1990 furent une période prospère pour ces 3 constructeurs de stérilisateurs continus. (Stérilmatic, Carvallo, Hydrolock) Ces 3 concurrents se livrèrent une bataille commerciale acharnée. Le marché de la conserve était en pleine expansion et la demande des industriels était forte. Profitant de cette période, de grandes entreprises se lancèrent également dans l’aventure en exploitant à leur manière les inventions et les principes de bases des stérilisateurs déjà existants.
Nous allons les évoquer car même si certains ont disparu, ou ont été rachetés par leur concurrent, d’autres comme l’hydromatic de Stork restent la référence en matière d’hydrostatique. Si Pierre Carvallo fut le premier à mettre au point un stérilisateur hydrostatique, la société hollandaise Stork s’était mise également à la planche sur le même sujet.
Cette entreprise fut créée en 1865 sous le nom Gebr. Stork & Co., à Borne aux Pays-Bas, sous l‘impulsion de Charles Theodoor Stork (1822-1895) dans la fabrication de machines pour l‘industrie textile.
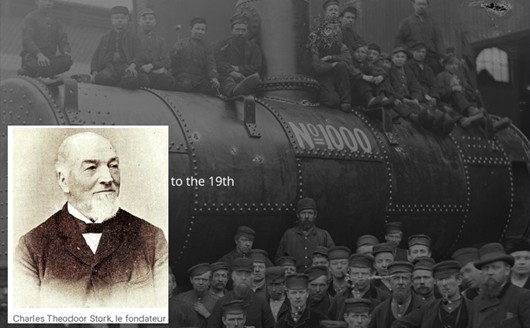
La compagnie se distingue rapidement par une recherche constante d’innovation. Elle se diversifie en passant de l’entretien des machines-outils au développement de ses propres machines à vapeur pour la filature et le tissage.
Après la deuxième guerre mondiale, le groupe Stork reprend sa progression et décide, en 1954, de se doter d’une nouvelle assise industrielle en fusionnant avec Werkspoor à Amsterdam, pour devenir le groupe Verenigde Machinefabrieken (VMF), fort de plus de 10 000 collaborateurs.
Ce dernier produira, entre autres, de la machinerie lourde, des machines d’impression sur tissu et des stérilisateurs pour agroalimentaire.
Après avoir effectué quantité de travaux de recherche fondamentale et des expériences de grande envergure en étroite coopération avec Reynols Metal Company, fabricant de boîtes, la société multinationale Stork a réussi à développer un stérilisateur continu hydrostatique.
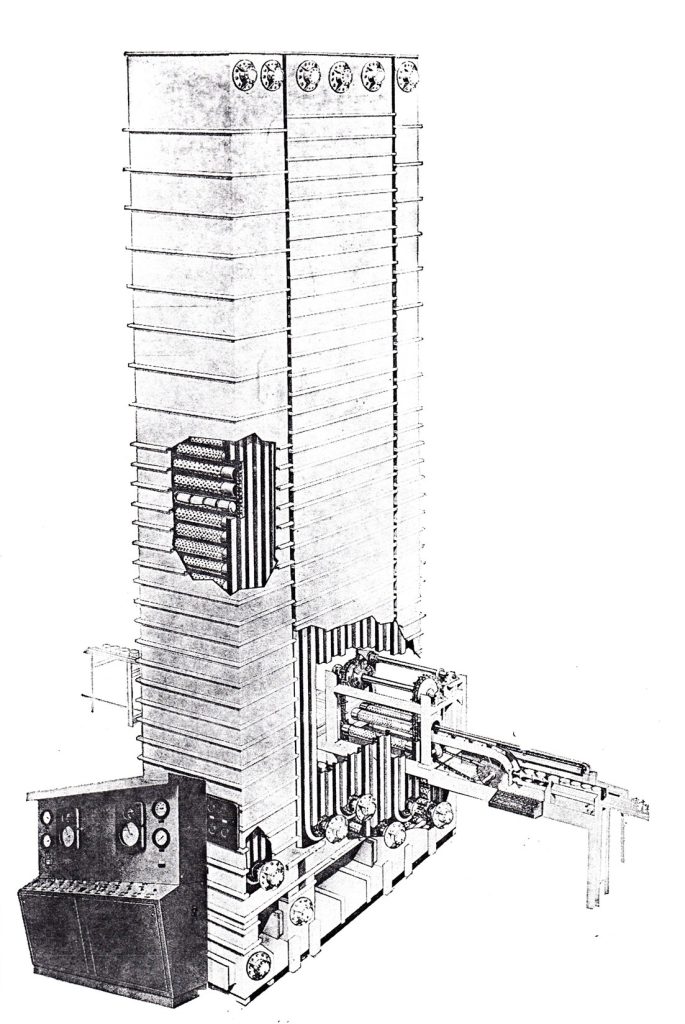
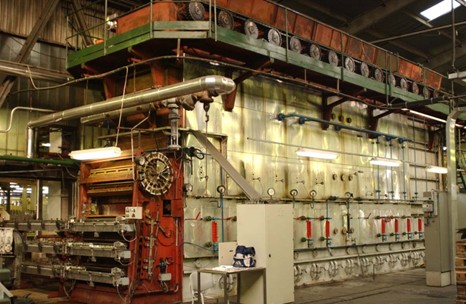
En 1955, le premier stérilisateur Hydromatic Stork sera mis en service
Si l’hydromatic reste sur les mêmes principes de l’hydrostatique de Pierre Carvallo, la fixation des tubes porte-récipients sur les chaines de convoyage apporte une plus grande fiabilité et offre encore plus de polyvalence.
Dans les années 60, l’industrie alimentaire occidentale connait une énorme expansion qui profitera grandement à l’expansion du stérilisateur hydromatic de Stork.
Depuis 1955, Stork a fourni quelque 700 stérilisateurs dans le monde dans des domaines très variés comme l’industrie de la conservation des aliments en conserves métalliques ou bocaux en verre ; l’industrie des soupes ; l’industrie des aliments humides pour animaux ; l’industrie laitière en bouteilles verre ou plastique ; l’industrie pharmaceutique en bouteilles verre, plastique ou poches.
Le nom de Stork a toujours été étroitement lié à un haut standard de qualité.
En 1965, la société américaine Campbell décide d’équiper ses installations de production avec des stérilisateurs hydromatic Stork. C’est une reconnaissance des qualités de ce stérilisateur.
Contrairement à l’industrie alimentaire, les années 60 marquent pour le groupe VMF, dont fait partie Stork Food & Dairy Systems, un déclin progressif malgré de nombreuses acquisitions supplémentaires.
En 1968, le groupe VMF fusionne avec Bronswerk et devient le plus grand groupe d’ingénierie industrielle aux Pays-Bas avec plus de 26 000 salariés. VMF devient alors VMF-Stork.
Malgré ces changements, la situation empire et le groupe décide alors une complète réorganisation de ses activités, passant de 26 000 employés en 1968 à 12 000 en 1983 par abandon progressif de l’industrie lourde.
En 1992, le groupe profitera de ce changement stratégique pour changer de nom, et devenir Stork B.V.
En 2007, le groupe comprend 4 pôles principaux ; Stork Prints (impression textile), Stork Food Systems (volaille), Fokker Aerospace Group (aérospatial) et Stork Industry Services (assistance technique) où l’activité Stérilisateur prend place. Mais face à de nouvelles difficultés, plusieurs activités sont abandonnées, et des réorganisations multiples se succèdent.
En 2012, le groupe ne se compose plus que de 3 entités indépendantes : Stork B.V., Stork Technical Services et Fokker Technologies.
En 2014, Stork ICS’s Hydrostatic sterilizer Technology est vendu à JBT Food Tech, propriétaire du Stérilmatic FMC.
La société Sud-Africaine H.G Molenaar est créée en 1949 et met également sur le marché un stérilisateur qui n’était autre qu’une copie du Stérilmatic de FMC. En 1978, H.G. Molenaar installe son premier stérilisateur continu pour une conserverie de haricots blancs au Royaume Uni.

Ce stérilisateur est de conception très proche du Stérilmatic de FMC tout en offrant plus de souplesse. En effet, FMC reste sur son expérience et son savoir-faire et ne déroge pas à certains principes de base comme le diamètre de ces coques qui n’a pas évolué depuis le début.
Or, Molenaar n’a pas d’a priori et construira des stérilisateurs avec des coques de plus de 3m de diamètre et vendra plusieurs machines dans le monde. En 2012, JBT (propriétaire du Stérilmatic de FMC) rachète H.G Molenaar. L’histoire s’arrêtera là.
Pour terminer cette revue, on peut dire que le dernier stérilisateur continu mis sur le marché est venu de Hongrie
Tout d’abord conçu dans les années 1960 au moment de la guerre froide par l’organisme d’Etat à des fins d’approvisionner toute l’ex-URSS, c’est au moment de la chute du mur de Berlin, qu’un Hongrois, proche de la conception et de la construction de ce stérilisateur, a saisi l’opportunité de construire ses machines en Hongrie pour son propre compte.

Originellement appelé Hunister, cet appareil de stérilisation fut fabriqué en Hongrie à partir de 1973.
En 1989, l’entreprise Innovaster-Trade Ltd fut fondée pour exploiter le développement et la construction de cette technologie de base, mécaniquement très rustique. L’histoire a commencé pendant la période turbulente du changement de régime, lorsque la fermeture des institutions et des usines d’État a créé un vide énorme dans l’industrie manufacturière.
Au milieu de cette transition économique, les fondateurs ont eu l’opportunité, en préservant l’expertise locale, de répondre aux demandes du marché en continuant la production de la machine de Hunister rebaptisée Hidroster.
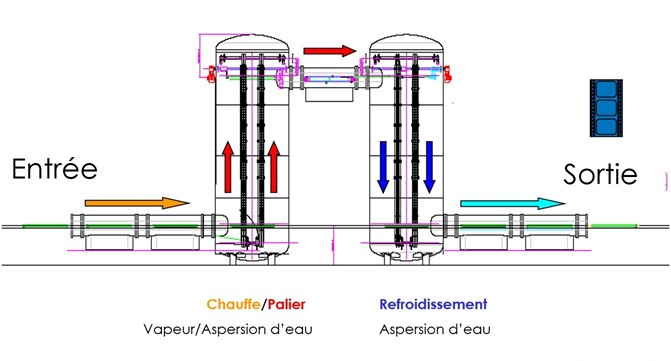
L’Hidroster fonctionne sur le principe hydrostatique, stérilisant à des températures supérieures à 100°C sous une surpression externe constante.
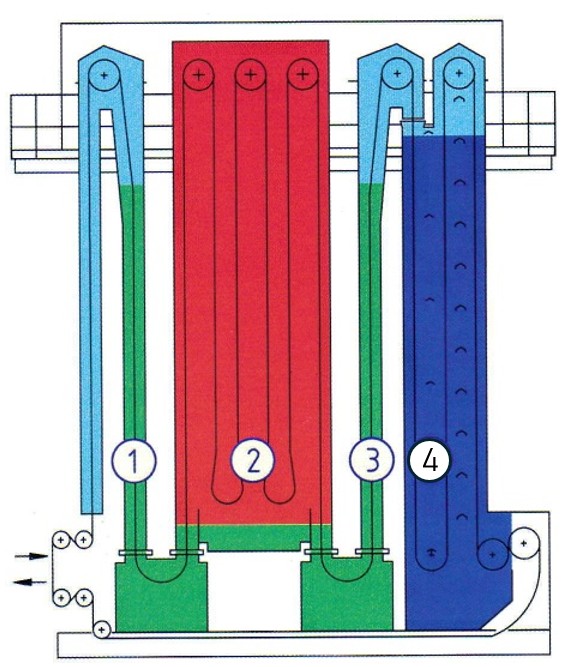
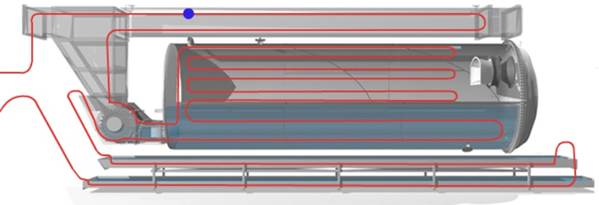
L’équipement comporte 2 systèmes hydrostatiques distincts (en rouge et en bleu sur l’image ci-dessous) de chaque côté de la chambre à vapeur à haute pression (en jaune), l’un pour le chauffage et l’autre pour le refroidissement, maintenus par de l’air comprimé pour maintenir l’équilibre hydrostatique. La particularité de l’Hidroster est que ces 2 systèmes sont obtenus par une connexion en série de colonnes d’eau de faible hauteur permettant de réduire la hauteur de l’équipement. Chaque colonne permet d’avoir une surpression de 0,4 bar permettant d’atteindre au maximum dans la chambre de stérilisation une surpression de 2,4 bar pour une température de 130°C.
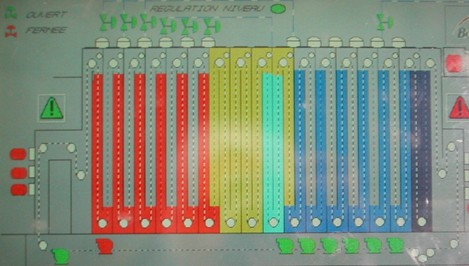
Synoptique de process de l’Hidroster
Par contre, la chambre de stérilisation n’étant équipée d’aucune ventilation pour brasser le mélange air – vapeur, la répartition des températures dans la zone de stérilisation peut ne pas être parfaitement homogène. Comme sur les hydrostatiques, les produits sont transportés dans des containers fixés de chaque côté sur 2 chaînes qui permettent le convoyage des produits dans les différentes zones de l’appareil. Ce stérilisateur peut produire jusqu’à 1200 b/min de 425 ml.
Comparé à un hydrostatique standard, ses dimensions sont très réduites. Il a une emprise au sol de 12m x 5 m et une hauteur de 8 m. Il n’a pas besoin de génie civil spécifique hormis une dalle béton renforcée.
Les principaux clients de l’Hidroster sont situés dans les pays de l’est (Serbie, Biélorussie, Ukraine, Moldavie, Allemagne et France en quelques exemplaires). Aidé par un grand conserveur français, la version moderne de l’Hidroster a été mise sur le marché en 2005.
Le déclin du marché des stérilisateurs
Jusqu’en 1980, avec un marché de la conserve toujours en croissance, chaque constructeur se concentrait sur sa propre technologie en essayant de convaincre ses clients qu’il proposait le meilleur stérilisateur du marché.
Puis les commandes se faisant plus rares, ils se sont remis à la planche avec comme objectif de pouvoir proposer tous les types de stérilisateur, chacun voulant se donner le plus de chance de remporter la commande. C’était particulièrement important pour FMC, le constructeur N°1 qui, avec le Stérilmatic, ne pouvait traiter que de la conserve en boite métallique.
Et donc, nous avons pu voir :
Stork construire une copie du Stérilmatic

FMC et Hydrolock construire des Hydrosatiques,
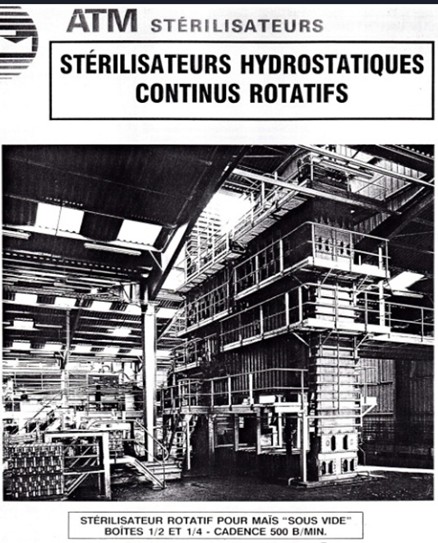
ou bien encore Carvallo concevoir un hydrostatique hybride, avec un préchauffage qui reprenait le principe de rotation du convoyage de l’Hydrolock.
Mais toutes ces versions n’ont été produites qu’en une ou deux unités et le succès technologique ne fut pas toujours au rendez-vous, les clients préférant et de loin faire confiance aux concepteurs originaux.
Pour l’anecdote, après avoir fait bien souffrir son propriétaire, le Carvallo à rotation pour maïs fut remplacé en 2009 par un stérilisateur Hydrolock.
Depuis 1920, date de l’apparition du premier stérilisateur continu, le paysage de la conserverie a bien changé.
Les petites conserveries ont été racheté par les grands groupes et regroupé dans de grandes unités. Beaucoup de fabricants de stérilisateur continu ont disparu. Aujourd’hui, il ne reste plus que 3 constructeurs majeurs offrant 4 types de stérilisateur continu différents avec chacun sa propre technologie.
La multi national JBT Food tech qui propose le stérilmatic et l’hydromatic peut répondre à toutes les demandes de stérilisation en continu d’autant que JBT propose également des autoclaves discontinus pour les plus petites productions.
L’entreprise nantaise “Hydrolock” propose l’hydrolock qui de par sa polyvalence, son système de convoyage et sa construction modulaire, peut également stériliser en continu tous les types de produits.
La société Innovaster–Trade Ltd avec son hydrostatique hidroster qui, malgré la rusticité de sa mécanique et ses coûts d’entretien, peut également être considérée comme un concurrent à JBT et Hydrolock grâce à son prix de vente relativement bas.
Chacun de ces 4 stérilisateurs “survivants” a ses spécificités, ses avantages et inconvénients. De manière très subjective, nous pourrions les résumer ainsi…
Pour être totalement exhaustif, il faut également citer la société espagnole Surdry et la société française Steritech qui travaillent également sur des projets de stérilisateur continu avec comme objectif le traitement de tout type de packaging (boites, sachets, etc.) mais qui pour l’instant, reste au stade de prototype.

Petite note positive concernant les stérilisateurs hydrostatique qui sont un peu “boudés” par les clients du fait de leur coût. Aujourd’hui, tous les aliments humides pour chiens et chats vendus en barquettes, qui représentent un marché énorme, sont traités avec des autoclaves discontinus installés en batterie et entièrement automatisés. Mais ces systèmes sont de très gros consommateurs d’énergie.
La récente crise énergétique a remis en cause ces concepts et quelques grosses marques du marché envisagent de se tourner vers une solution plus économique en énergie et l’HYDROSATIQUE aurait toutes les qualités pour cela.
L’histoire est un éternel recommencement….
Février 2026
Yannick FORTIN
Bibliographie
Revue “Industries Alimentaires et Agricoles” Septembre – Octobre 1966 – La conserverie embarquée à bord du NATALIA-KOVSHOVA
Revue “Industries Alimentaires et Agricoles Septembre – Octobre 1967 – Evolution de la stérilisation : L’HYDROLOCK par M. et R. MOUCHET
Revue de la conserve – Mai 1967
Revue “CONSERVES” et Industrie Alimentaire 1970
Revue “American Society of Mechanical Engineers” — May 17, 1982
Illustrations : Documentation commerciale de JBT – ATM Manurhin – Stork – Innovaster- Surdry -Steritech – Hydrolock –
ANNEXE : Quelques notions pour aider à la compréhension des descriptifs
Notion T° vapeur saturée et pression : A une température donnée supérieure à 100°C correspond à une pression : Exemple à 127°C la pression en vapeur saturée est de 1,47 bar relatif, à 130°C, elle est de 1,7 bar, à 143°C, elle est de 3 bars.
Appliquée à un stérilisateur hydrostatique, cela veut dire que pour une température de stérilisation de 127°C, il faudra des colonnes hydrostatiques de 15 m, pour 130°C , des colonnes de 17 m et pour 143°C des colonnes de 30 m.
Notion de surpression ou contrepression : La contre-pression est utile surtout pour éviter des déformations importantes des récipients souples (poche, barquette, bouteille plastique) en fin de stérilisation quand la pression à l’intérieur du récipient est importante. On injecte de l’air comprimé dans l’enceinte de stérilisation pour avoir une pression supérieure à la pression de vapeur saturée. Pour maintenir des températures homogènes dans l’enceinte de stérilisation, l’installation de grosses ventilations est indispensable pour brasser le mélange Air-Vapeur.
Notion de barèmes de stérilisation au travers de quelques exemples : Tous les stérilisateurs continus peuvent travailler à des températures de 130°C en vapeur saturée. Mais généralement les barèmes de stérilisation de la plupart des conserveurs sont calés sur des valeurs proches de 127°C.
A titre d’exemple, le barème de stérilisation pour une boite de petits pois d’1 kg est de 10 mn à 127°C pour stérilisateur à agitation (Stérilmatic et Hydrolock) et de 15 mn sans agitation (hydrostatique)
Le barème pour une boite de 1 kg de Cassoulet est de 20 mn à 127°C. Pour ce type de produit, par exemple, l’Hydrolock avec sa rotation des boites plus régulière que le FMC est plus apprécié que le Stérilmatic à la rotation discontinue et plus rapide.
A l’inverse, le Stérilmatic est beaucoup plus performant pour traiter une boite de raviolis. A température égale, le temps de stérilisation est réduit 1/3 avec le Stérilmatic par rapport à l’Hydrolock.
Notion de valeur stérilisatrice F₀ : L’un des concepts les plus difficiles à comprendre dans l’élaboration de conserves ou de plats cuisinés est lié au processus de stérilisation et à la valeur F₀. L’une des principales découvertes est que les bactéries meurent de manière prévisible lorsqu’elles sont chauffées : Après chaque période égale à une température donnée, un pourcentage fixe d’entre elles meurt. L’effet combiné de la chaleur et du temps détermine l’efficacité de la stérilisation.
De la même façon que l’on utilise les chevaux pour quantifier la puissance d’un moteur de voiture, en industrie alimentaire, on utilise la valeur F₀ pour quantifier le degré de stérilité d’un aliment.
F₀ est définie comme le temps de létalité thermique requis pour éliminer tous les micro-organismes d’un aliment en l’exposant à une température de 121,1 °C, et elle est exprimée en minutes.
Cette valeur est calculée à partir de la relation entre le temps et la température, à l’aide d’une formule technique que nous n’expliquerons pas dans cet article. Ce qu’il est important de souligner, c’est qu’au niveau microbiologique, une même valeur F₀ peut être obtenue de différentes façons, en faisant varier la combinaison de temps et de température. Par exemple, on peut obtenir une valeur F₀ égale à 3 en soumettant le produit à 121,1 °C pendant 3 minutes, ou à 115 °C pendant 12 minutes, ou à 124 °C pendant 2 minutes. Tout ceci peut être calculé par la formule de F₀.
Ainsi, la valeur F₀ sert à évaluer l’efficacité d’un processus thermique dont l’objectif est de détruire les micro-organismes dans un aliment. Elle permet de savoir l’étendue de la destruction des spores, bactéries et champignons dans les conserves et/ou les plats cuisinés. En somme, elle garantit que les micro-organismes ont été éliminés de l’aliment.
Rappelons qu’il existe de nombreux types et espèces de micro-organismes, mais, en alimentation, on prend pratiquement toujours comme référence la destruction de Clostridium botulinum, car il s’agit d’un des micro-organismes pathogènes les plus dangereux pour la santé humaine.
Dans un processus réel de stérilisation, les températures du produit à l’intérieur du récipient changent au fil du temps. Ainsi, au lieu de calculer valeur F₀ à l’aide d’une seule équation, nous divisons le processus en petits segments de temps. Nous calculons ensuite la valeur F₀ totale en additionnant le « pouvoir de destruction » de chaque segment, en utilisant la température réelle à chaque instant. Le calcul de valeur F₀ débute dès que le produit a atteint une température de 100°.
A noter également qu’il existe d’autres valeurs similaires que la valeur F₀, dont il faut tenir compte :
* Valeur C – liée aux effets de la cuisson (saveur, couleur, texture)
* Valeur E – liée à l’activité enzymatique
Une valeur C trop faible ou trop élevée peut nuire à la qualité des aliments. C’est pourquoi les traitements thermiques modernes des aliments doivent soigneusement équilibrer sécurité (F₀) et qualité (C).
[1] Sur le « stériflamme » plusieurs éléments sont tirés d’une communication personnelle de Patrick Garnier qui a passé les 3 premières années de sa carrière aux “ Laboratoire St-Georges”.